


松下熔化极气保焊机(MIG/MAG)YD-350GL5
松下熔化极气保焊机(MIG/MAG)YD-350GL5产品介绍
产品系列 根据功能及应用领域的不同,G系列分为GR5,GL5,GS5,GP5四种产品。
产品特点
主要焊接方法:CO2, MAG,MAG 脉冲,不锈钢MIG,不锈钢MIG脉冲。
焊接工法
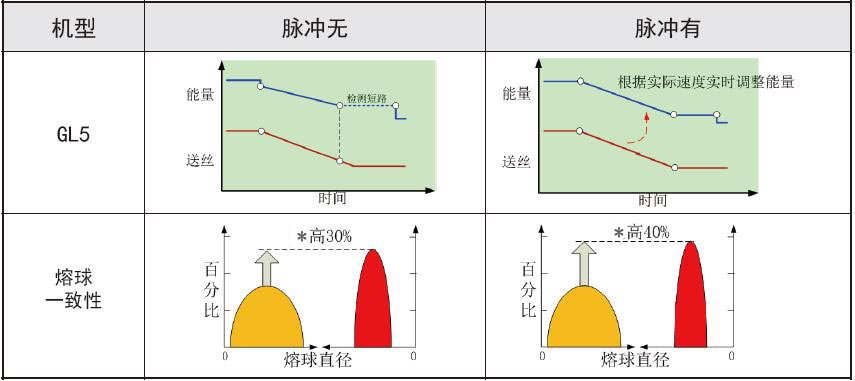
引弧和削球控制技术,引弧采用异步曲面加速度控制,动态的调整引弧能量,能迅*的建立并稳定熔池,*高引弧成功*率;回烧采用 可控制动削球技术,*高熔球大小的一致性;同时引弧和回烧时间的缩短,能够加快焊接节拍,*高生产效率。
和适应性;均匀一致的脉冲频率调节,使焊接声音变得*柔和,从而大幅降低焊接产生的噪声;严格控制一脉一滴的过渡形式,*高熔滴脱落的一致性,*高焊缝质量,降低焊接缺陷。 干伸长度变化,电弧长度不变 变干伸长焊接(变化范围 10-30mm)
深透弧是通过一系列电弧形态的变化,获得电弧共振模式的同时增加电流密度,使电弧具有穿透力,实现大熔深。可以通过对深透弧 的电弧能量分布进行无级调节,实现对熔深大小的自由驾驭。 Deepen 深透弧T型角焊——单面焊双面焊透
Root是一种低热量输入的短路过渡方式。通过精细的波形控制,使电弧更稳定、热输入更低、熔滴过渡更均匀,从而*高了电弧搭桥能力,特*适合大间隙焊接、开坡口件打底焊接及立向上焊接。打底焊接时大幅降低清根工作量甚至不需清根,背透光滑均匀,立向上焊接时可以减少摆动甚至不需摆动。
HL-Pulse脉冲也被叫做双脉冲,是在高频脉冲*上叠加低频脉冲,高脉冲时快*焊接而低脉冲时降低焊缝热输入。通过能量的交替阶梯式输出来调节热输入,不需摆动即可获得鱼鳞纹状焊缝。常用于铝和不锈钢的薄板焊接。
S-Pulse 脉冲包含多种不锈钢焊接数据。针对三系不锈钢和四系不锈钢材料的焊接特性差异,可以自动调取专*的焊接数据,使焊接电弧能够达*稳定状态并获得顺畅的熔滴过渡,保*焊接低飞溅的同时,实现良好的焊缝成型。
工艺软件 工艺软件包是针对特*材料或工艺开发的专*数据,是基于特定焊材、母材、气体的焊接解决方案。是在标准焊机之外的标准选购品。此外,对于用户的特*要求,可以针对特定的需求开发定制的工艺软件。
焊接管理软件 额定规格 |  |




产品展示
站内搜索
联系我们
电话: 021-64140658
传真: 021-64140657
张经理: 13817728723
王经理: 13818903941
邮箱: lele@taole.com.cn

